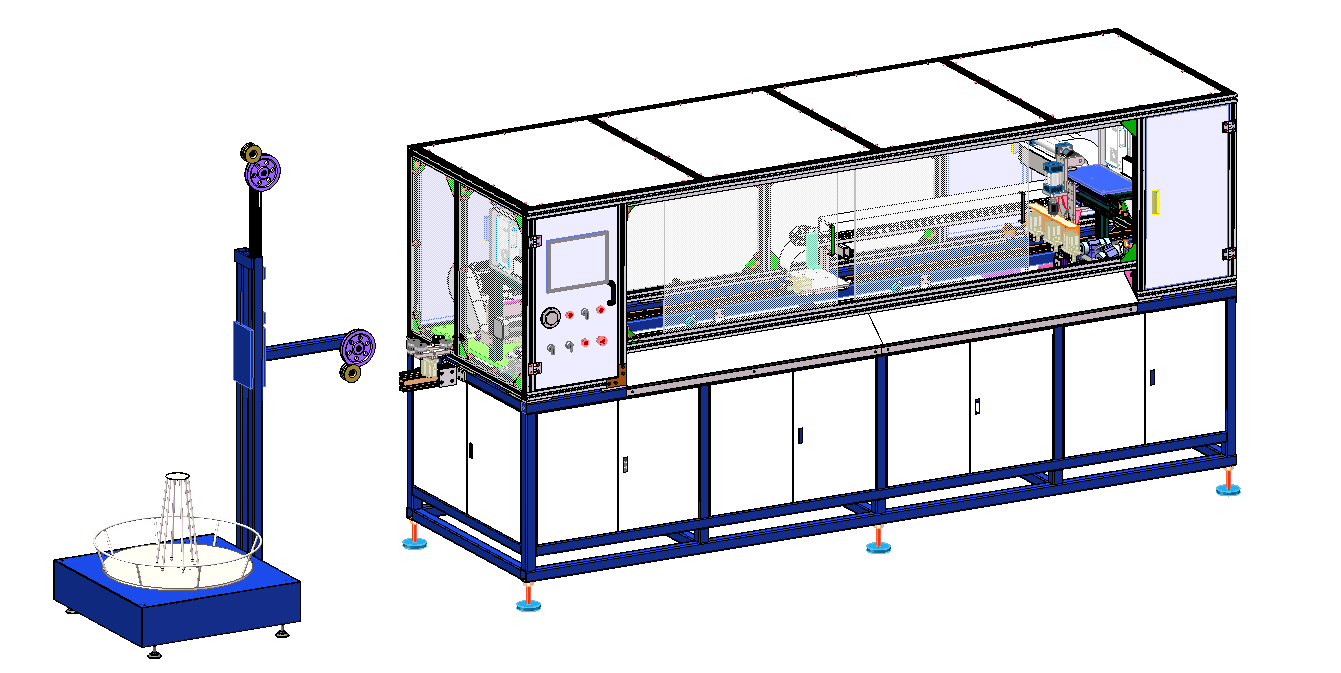
自動軟管切斷機的工作流程。
原料輸入
軟管通過料斗或進料裝置進入機器����,由傳送帶或滾輪系統(tǒng)輸送至切割部位�。例如�,高壓軟管擠出定型設(shè)備通過切割電機驅(qū)動折型桿轉(zhuǎn)動�,帶動滑動塊在滑動槽內(nèi)移動���,使切割桿上下運動,實現(xiàn)刀片對軟管的切割�����。
定位與校準(zhǔn)
傳感器或編碼器實時監(jiān)測軟管位置�����,確保切割精度達±0.1mm�。
機械結(jié)構(gòu)(如導(dǎo)軌����、氣缸)對軟管進行二次校準(zhǔn)�����,消除輸送過程中的偏移����。
切割執(zhí)行
直推式切割:刀片沿軟管軸向直線運動��,適用于小直徑軟管(如Φ6-Φ50mm)��。
圓切式切割:刀片旋轉(zhuǎn)并沿徑向進給����,適用于大直徑或厚壁軟管(如Φ50-Φ200mm)��。
切割速度可調(diào)(如0-30m/min),刀片厚度影響切口質(zhì)量���,需根據(jù)材料特性選擇�����。
廢料排出與成品收集
廢料通過排料口自動排出���,成品軟管落入收集箱或傳送至下一工序。
質(zhì)量檢測與反饋
視覺系統(tǒng)檢測切口平整度�,若發(fā)現(xiàn)毛刺����、傾斜等缺陷�,自動標(biāo)記并停機報警����。
切割數(shù)量計數(shù)功能,達到設(shè)定值后自動停止���,避免過量生產(chǎn)�����。